Продажа листового пластика от производителя
Сварочный пруток ПП (полипропилен) применяется для сварки различных полипропиленовых конструкций, так как обладает теми же свойствами и имеет тот же состав, что и материал (деталь), с которым предстоит взаимодействовать. Если сварка требуется изделиям, в составе которых полиэтилен, то в этом случае потребуются сварочные прутки ПНД, а не ПП. А вот если в составе изделий полипропилен, то и сварка должна проводиться с использованием прутков ПП. Какой вид пластика свариваем, такой пруток и используем.
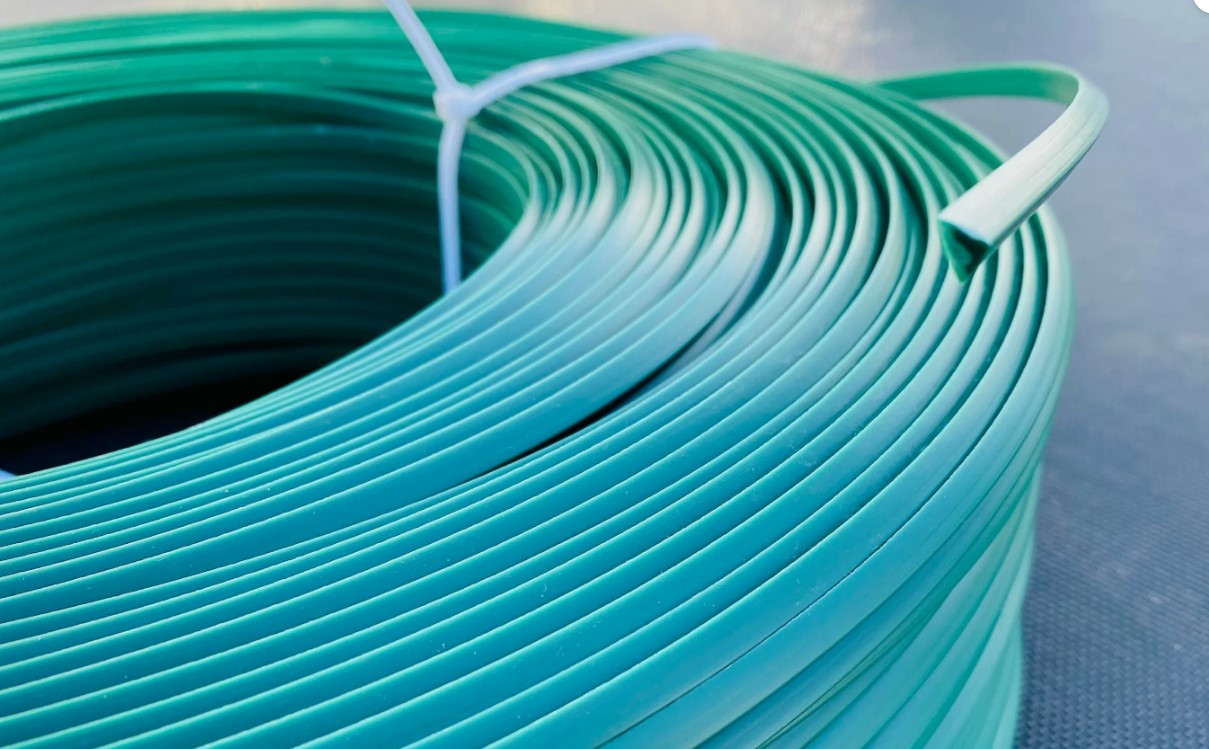
Сварочный полипропиленовый пруток (PP) может иметь разную толщину. Для его использования применяется сварочный фен. Стержень (пруток) подбирается под отверстие сварочного фена. Также пруток может иметь разное сечение (круглое, треугольное и плоское). Наиболее востребованным является круглое. Треугольное подходит при необходимости пайки под углом. Плоское же может применяться там, где свариваемые детали находятся в одной плоскости.
Высокая химическая стойкость. Устойчивым к большинству кислот, щелочей и растворителям. При повышенных температурах сохраняет свою устойчивость к щелочам, кислотам, растворам солей, а также к растительным и минеральным маслам, в то время как при обычных условиях сохраняет стойкость к органическим растворителям.
Обладает высокой коррозионной стойкостью и устойчивостью к окислению. Окисление, также известное как деструкция или старение, происходит как в процессе переработки, так и во время эксплуатации изделия.
Обеспечивает абсолютную безопасность даже в агрессивных химических средах, при высоких термических, статических и динамических нагрузках.
Классификация горючести – Г4 согласно ГОСТ 30244. Добавление антипиренов увеличивает огнестойкость. Дымообразующая способность оценивается как Д3 по ГОСТ 12.1.044. Группа воспламеняемости составляет В2 в соответствии с ГОСТ 30402. Показатель токсичности определяется как Т4 по ГОСТ 12.1.044.
• Выбирается сварочный инструмент. Если привариваемый лист имеет толщину более 10 мм, то следует выбрать сварочный ручной экструдер, а если толщина листов менее 10 мм, то правильным будет использование сварочного фена;
• Готовятся кромки листов, с которыми будет проходить работа (сварка). Для этого на месте стыка снимается фаска и удаляется грязь. Для этого этапа понадобится специальный нож и средство для удаления жира;
• В зависимости от вида шва на фен или экструдер выбирается подходящая насадка, после чего на используемом аппарате выставляется соответствующий свариваемым материалам температурный режим, при котором сварка будет наиболее качественной;
• Для наилучшего результата, сварка должна выполняться в помещении с температурой воздуха не ниже 15 градусов;
• Сварка. Аккуратно формируется аккуратный сварной шов, стараясь максимально равномерно заполнить его используемым материалом.
• Гибкость (способен принимать нужную форму, сохраняя характеристики);
• Стоимость (сварочный пластиковый пруток дешевле металла);
• Долговечность (если сварка прошла по правилам, то сварочный пруток прослужит много десятилетий);
• Простота использования (пластиковый пруток ПП наносится достаточно просто, согласно правилам выше);
• Химическая устойчивость (пластиковый сварочный пруток устойчив к коррозии, гниению и не только).